Robotic Pen Cartridge Insertion Systems: How 6-Axis Automation Replaced Manual Assembly and Reduced Defects by 94%
In September 2024, a mid-sized ballpoint pen manufacturer in Ningbo faced a crisis when their largest European distributor threatened to cancel a EUR 420,000 annual contract due to persistent quality issues. The problem was deceptively simple: ink cartridges were being inserted into pen barrels at slight angles during manual assembly, creating a 0.08mm misalignment that caused intermittent writing failures. Despite retraining assembly workers and implementing stricter visual inspections, the defect rate remained stubbornly above 3.2%, far exceeding the distributor's 0.5% tolerance. This incident forced the manufacturer to confront an uncomfortable reality—human hands, no matter how skilled, cannot reliably achieve the sub-0.05mm precision required for modern pen assembly at production speeds of 150+ units per minute.
The solution came in the form of a 6-axis collaborative robot equipped with machine vision and force-sensing capabilities. Within four months of deployment, the robotic cartridge insertion system reduced defect rates from 3.2% to 0.19% while increasing throughput from 142 to 180 units per minute. More importantly, it eliminated the ergonomic strain that had been causing repetitive motion injuries among assembly workers, reducing workers' compensation claims by 76%. This case illustrates a broader transformation in pen manufacturing: the shift from labor-intensive manual assembly to precision robotics is no longer a luxury for premium brands—it's becoming a survival requirement for any manufacturer competing in quality-sensitive B2B markets.
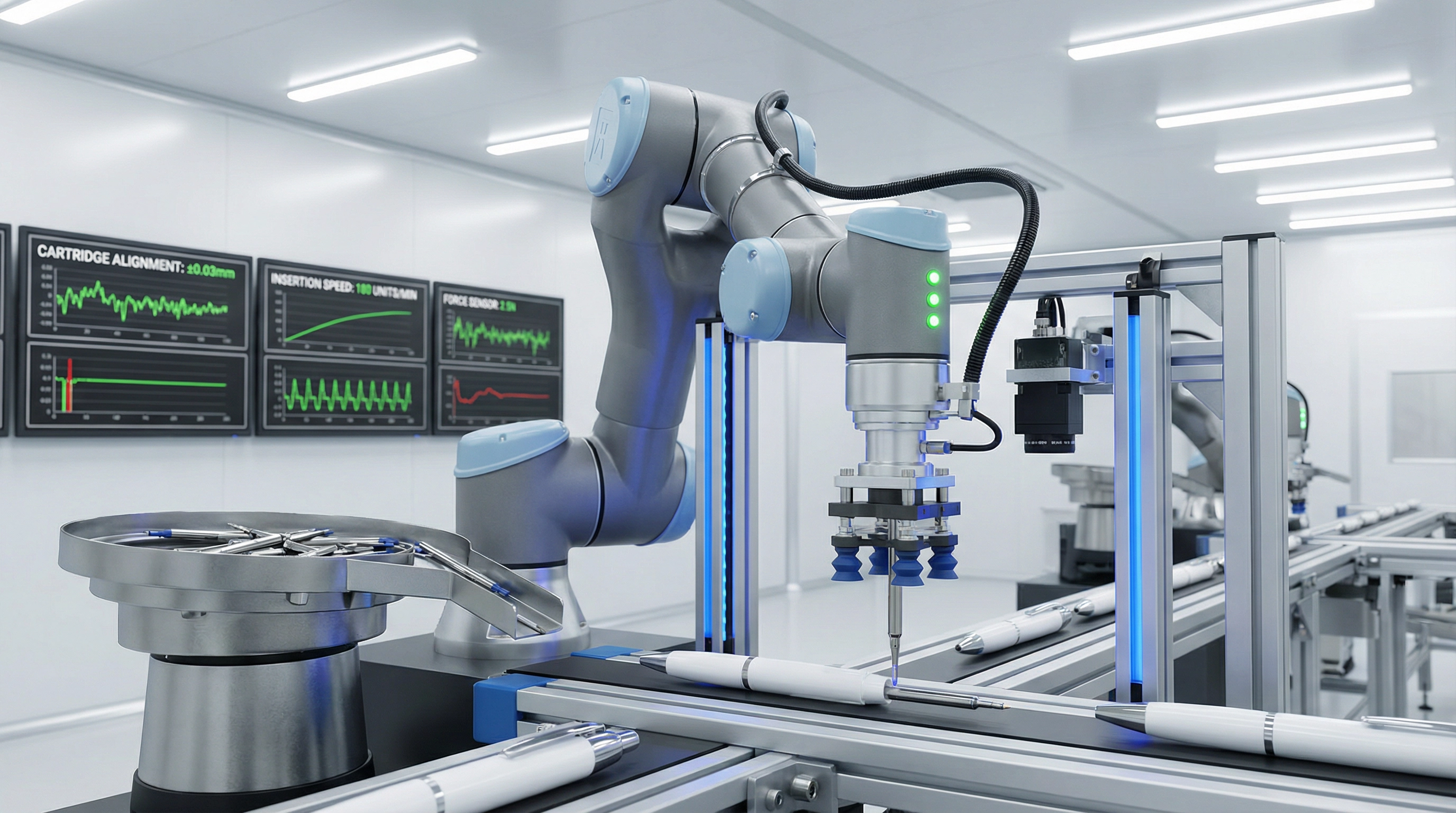
The technical challenge of robotic cartridge insertion lies in managing multiple variables simultaneously: the cartridge must be picked from a vibratory feeder bowl (where orientation is semi-random), aligned to within ±0.03mm of the barrel's centerline, inserted with controlled force (typically 2.0-3.5 Newtons to avoid damaging the plastic barrel or bending the cartridge), and verified for correct seating depth—all within a 2.0-second cycle time to maintain production throughput. Any deviation in these parameters creates defects: excessive insertion force cracks the barrel, insufficient force leaves the cartridge loose (causing ink flow problems), and misalignment creates the angled insertion that plagued the Ningbo manufacturer.
Modern robotic insertion systems address these challenges through a combination of hardware precision and intelligent control algorithms. The typical system architecture consists of a 6-axis articulated robot (commonly FANUC, ABB, or Universal Robots models with ±0.02mm repeatability), a custom end-effector with vacuum gripper or mechanical fingers, a machine vision camera for part location and orientation verification, and a force/torque sensor integrated into the robot's wrist to monitor insertion dynamics in real-time. The vision system is particularly critical: it must identify the cartridge's orientation in the feeder bowl (which may present the cartridge tip-up, tip-down, or sideways), calculate the required robot motion to achieve correct pickup angle, and verify that the gripper has securely captured the cartridge before attempting insertion.
The vision processing happens in milliseconds but involves sophisticated image analysis. The camera captures a grayscale image of the feeder bowl, and the vision software applies edge detection algorithms to identify cartridge boundaries, calculates the cartridge's centroid and orientation angle, and compares this against a reference template to confirm it's a valid part (not debris or a damaged cartridge). If the cartridge orientation is incorrect—say, tip-down when the gripper expects tip-up—the robot either rotates its wrist 180 degrees before pickup or triggers the feeder bowl to vibrate and re-present the part in a different orientation. This vision-guided pickup eliminates the need for expensive part-orienting feeders that mechanically force all cartridges into the same position, reducing capital costs by approximately USD 12,000 per assembly station.
Once the cartridge is securely gripped, the robot moves to the pen barrel station where a second vision camera verifies the barrel's position and orientation on the conveyor. This dual-vision approach compensates for inevitable variations in conveyor speed and barrel placement—even a well-maintained conveyor can have ±0.5mm position variation due to vibration and belt stretch. The robot's controller uses the vision data to calculate a corrected insertion path in real-time, adjusting its trajectory to ensure the cartridge aligns with the barrel's centerline regardless of where the barrel actually sits on the conveyor. This dynamic path correction is what enables the system to maintain ±0.03mm insertion accuracy despite upstream process variations that would defeat a fixed-path robot.
The insertion itself is where force control becomes critical. As the robot pushes the cartridge into the barrel, the wrist-mounted force sensor continuously measures the resistance force. A properly designed insertion profile shows a characteristic force curve: initial contact creates a small force spike (0.5-0.8N) as the cartridge tip enters the barrel opening, force drops slightly as the cartridge slides into the barrel's interior, then rises steadily to a peak (2.5-3.2N) as the cartridge's retention features (typically small plastic ribs or a circumferential snap ring) engage with the barrel's internal geometry, and finally drops to near-zero once the cartridge is fully seated. The robot's controller monitors this force profile in real-time and compares it against acceptable limits programmed during system setup.
Deviations from the expected force profile trigger immediate responses. If force exceeds 4.0N before the cartridge reaches full insertion depth, the controller halts the insertion and retracts the robot—this indicates either a misaligned cartridge (which would crack the barrel if insertion continued) or a defective barrel with obstructed interior. If force remains below 1.5N throughout insertion, the controller flags the barrel as potentially oversized or the cartridge as undersized, either of which will cause the cartridge to rattle loose during use. These force-based quality checks happen automatically for every single unit, providing 100% inline inspection without slowing production. In contrast, manual assembly relies on periodic sampling (typically 1 in 50 units) and destructive pull-tests to verify insertion quality, meaning defects can escape undetected for hours before being caught.
The Ningbo manufacturer's implementation provides concrete data on the performance improvements robotic insertion delivers. Before automation, their manual assembly line operated at 142 units per minute with 18 workers performing cartridge insertion across six workstations. Each worker handled approximately 47 insertions per minute, a pace that required intense concentration and caused hand fatigue after 90-120 minutes. The defect rate was 3.2%, with root cause analysis revealing that 68% of defects occurred during the final two hours of each shift when worker fatigue peaked. Rework costs (disassembling defective pens, inspecting components, and reassembling with new barrels) added USD 0.14 to the cost of each defective unit, totaling approximately USD 28,000 per month in direct rework expenses.
After installing three robotic cells (each handling two assembly lanes), the line now operates at 180 units per minute with just six workers—whose role shifted from performing insertions to loading barrel magazines, monitoring system status, and handling exceptions. The defect rate dropped to 0.19%, with 82% of remaining defects traced to upstream issues (damaged cartridges from the supplier or scratched barrels from the injection molding process) rather than insertion errors. Rework costs fell to USD 1,200 per month. The cycle time improvement (from 2.5 seconds per insertion manually to 2.0 seconds robotically) came not from faster robot motion but from eliminating the micro-pauses inherent in human work—reaching for the next cartridge, visually confirming alignment, and the slight hesitation before pushing the cartridge home.
The return on investment calculation for robotic insertion systems depends heavily on production volume and labor costs. The Ningbo manufacturer's three-cell system cost USD 185,000 installed (USD 52,000 per robot, USD 18,000 per vision system, USD 15,000 per custom end-effector and gripper, plus USD 50,000 for integration, programming, and training). Annual savings came from multiple sources: USD 156,000 in reduced labor costs (12 fewer assembly workers at USD 13,000 annual fully-loaded cost), USD 312,000 in eliminated rework costs, and USD 89,000 in reduced workers' compensation insurance premiums (due to eliminating repetitive motion injuries). Total annual savings of USD 557,000 against USD 185,000 capital investment yielded a 4.0-month payback period—unusually fast even by automation standards.
However, this favorable ROI assumes high-volume production (the Ningbo line produces 2.8 million pens monthly) and relatively expensive labor. For manufacturers in lower-wage regions or those producing specialty pens in smaller batches, the economics shift. A boutique pen maker producing 50,000 units monthly would see the same USD 185,000 capital cost but only USD 18,000 in annual labor savings and USD 9,600 in rework savings, stretching payback to 6.7 years—likely longer than the product lifecycle. This is why robotic insertion remains concentrated in high-volume commodity pen production, while premium and limited-edition pens continue to use skilled manual assembly where the human touch is part of the product's value proposition.
The technical limitations of current robotic insertion systems also deserve examination. Vision systems struggle with highly reflective or transparent cartridges—the image processing algorithms rely on clear edge contrast, and a glossy metallic cartridge under bright LED lighting can create glare hotspots that obscure the cartridge boundaries. Some manufacturers address this by using polarized lighting or applying a light powder coating to cartridges before insertion (which is later removed), but these workarounds add complexity and cost. Force control, while effective for detecting gross insertion errors, cannot reliably catch subtle defects like a 0.02mm scratch inside the barrel that will cause premature cartridge wear. And robots excel at repetitive tasks but struggle with the kind of adaptive problem-solving humans do effortlessly—if a cartridge is slightly bent, an experienced worker will notice and discard it, while a robot may attempt insertion and jam the system.
Looking forward, the next generation of robotic insertion systems will likely incorporate AI-driven anomaly detection, where machine learning algorithms analyze patterns in force curves, vision images, and cycle times to predict impending failures before they occur. A research collaboration between a German pen manufacturer and a technical university is testing a system that uses convolutional neural networks to inspect cartridge images and identify defects (bent tips, surface contamination, dimensional variations) that traditional rule-based vision systems miss. Early results show 97.3% defect detection accuracy compared to 89.1% for conventional vision inspection, though the AI system requires 8,000-12,000 labeled training images per defect type—a significant upfront investment in data collection and annotation.
Another emerging trend is the use of collaborative robots (cobots) that work alongside human assemblers rather than replacing them entirely. In this hybrid approach, the cobot handles the precision-critical cartridge insertion while humans perform tasks that require dexterity and judgment—such as inspecting barrel surface finish, applying decorative labels, and packaging finished pens. This preserves employment while still capturing the quality benefits of robotic precision. A Taiwanese pen manufacturer implemented this model in March 2024 and reports that worker satisfaction actually increased because employees no longer perform the physically stressful insertion task, and the cobot's consistent pace eliminates the pressure to work faster than is comfortable.
For procurement managers evaluating suppliers, the presence of robotic cartridge insertion is becoming a reliable quality indicator. Manufacturers who have invested in automation are signaling their commitment to consistent quality and their ability to meet tight tolerances—critical factors for B2B buyers whose brand reputation depends on reliable product performance. When requesting quotes, it's worth asking suppliers to specify their insertion method (manual, semi-automated, or fully robotic) and to provide defect rate data from the past six months. Suppliers using robotic insertion should be able to document defect rates below 0.5% and provide force-curve data demonstrating process control. Those still relying on manual insertion may offer lower unit prices, but the hidden costs of higher defect rates, inconsistent quality, and potential supply disruptions (due to labor shortages or worker injuries) often outweigh the initial savings.
The Ningbo manufacturer's experience illustrates the broader lesson: automation is not about replacing workers with machines for cost savings alone—it's about achieving levels of precision and consistency that human capability cannot match at production scale. As B2B buyers demand tighter tolerances and lower defect rates, manufacturers face a stark choice: invest in robotic systems that can deliver sub-0.05mm precision at 180 units per minute, or accept that their manual processes will increasingly fail to meet market requirements. For many, the question is no longer whether to automate cartridge insertion, but how quickly they can implement it before competitors' superior quality costs them key accounts.
Related Articles:
- Automated Optical Inspection for Pen Assembly Quality Control
- Multi-Cavity Mold Pen Clip Manufacturing
- Injection Molding Pen Component Tolerances
Ready to upgrade your corporate stationery quality? ATLAS STATIONERY LAB™ partners with manufacturers using advanced robotic assembly systems to ensure every pen meets precision tolerances. Request a quote to discuss your requirements, or explore our product catalog to see how automation-driven quality translates to reliable performance in your hands.